
ウェブサイト移転のお知らせ
いつもLOOPWHEELERをご愛顧いただき、誠にありがとうございます。
この度、当ウェブサイトは新しいURLへ移転することとなりました。
移転先のサイトでは、より使いやすく、充実したサービスをご提供いたします。
いつもLOOPWHEELERをご愛顧いただき、誠にありがとうございます。
この度、当ウェブサイトは新しいURLへ移転することとなりました。
移転先のサイトでは、より使いやすく、充実したサービスをご提供いたします。
loopwheeler - claiming authenticity

生地の編み立ては和歌山でしたが、その生地を縫製する工場は東北地方に多くあります。昔は工場はみな東京にあったのですが、1960年代〜1970年代頃からファクトリー機能を地方に移すケースが多くなりました。新幹線などの鉄道や、高速道路網の発達で東京からの流通効率も良くなりました。画像はLOOPWHEELERの製品の縫製〜仕上げ行程の多くをお願いしている丸和繊維工業株式会社の青森縫製工場アプティマルワです。海外生産の多い昨今、日本国内の生産工場は貴重な存在になりつつあります。
丸和繊維工業式会社
長い反物状の生地を前身頃、後身頃、袖、ポケットなどそれぞれパーツ別の型紙に合わせて裁断します。布帛の生地と違いニット(メリヤス)生地はその編み組織の構造上、裁断面の端がカールして丸くなったり、縦・横比が伸縮によって変化したりしますので、一旦スチームを当てて型紙に合わせて形を整えて生地を安定させます。ギュっとプレスするのではなく、あくまで生地の安定の為のアイロンです。
丸和繊維工業式会社

袖・身頃以外のパーツの作成です。ポケット各種、ファスナー取り付け、鳩目加工などパーツ単位でミシンや加工用具が変わります。
丸和繊維工業式会社

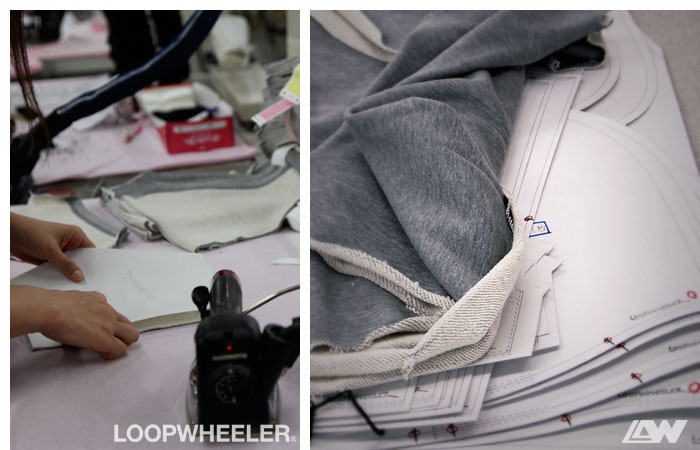
裁断された生地一枚一枚に、ポケット位置など付属パーツを縫製する為の位置決めのポイントを入れます。既に作っておいた付属パーツ(画像はループウィラーの特徴の一つとも言える立体ポケット)をマーキングした位置に縫い付けていきます。
丸和繊維工業式会社

フラットシーマを使った縫製作業です。二本針ミシンでスウェットの様なカットソーのニット素材を縫製する場合、一般的には生地の端がほつれない様にオーバーロックミシンでかがってから生地同士を縫い合わせます。表側の縫製箇所はスッキリと見えますが、裏側では縫い代の重なりがステッチの中で膨らんでしまいます。フラットシーマの場合はこの縫い代にロックを掛けずに、生地同士を最小限の幅で上下に重ねて4本針で平らに縫い合わせるので、ゴロつきがなく着用感の向上に繋がります。しかし作業速度が他のミシンに比べて遅いので、現代においては希少な存在となりました。ループウィラーの商品には適所にフラットシーマが使われています。
丸和繊維工業式会社

全ての縫製を終えると仕上げに入ります。糸始末など細かい縫製のチェックです。
丸和繊維工業式会社

仕上げのアイロンがけです。スチームをあててしわを伸ばし、形を整えます。
丸和繊維工業式会社

そして完成。この後、下げ札が付けられ袋詰めされて出荷されます。
丸和繊維工業式会社

米国 Union Special社製フラットシーマです。特にビンテージデニムのチェーンステッチ仕上げでは同社の43200Gが有名ですが、4本針ミシン=フラットシーマではclass 36200(画像)が知られています。後に発売される4本針ミシンたちのお手本となることも多かったモデルで、現在でも愛され続けているミシンです。
丸和繊維工業式会社
さいごまでご覧頂きまして誠にありがとうございました。以上がループウィラーのスウェットを作る上での最も基本的な作業です。この他にも生地を染めたり、特殊な加工をしたり、プリントしたり、ワッペンを作ったり、商品によっては様々な作業が追加されていきます。それらも全て日本国内の職人さんの高い技術が施され、一枚一枚、とても丁寧に作られています。
Sendagaya
〒151-0051Osaka
〒542-0081